World advanced Hydraulic SRB Tools for deephole equipment
Pneumatic Boring Tools
| Diameter range | Boring bar | Diameter range | Boring bar | Diameter range | Boring bar |
| Φ35-Φ37 | Φ32 | Φ38-Φ43 | Φ35 | Φ44-Φ48 | Φ40 |
| Φ49-Φ60 | Φ43 | Φ61-Φ72 | Φ56 | Φ73-Φ77 | Φ65 |
| Φ78-Φ87 | Φ70 | Φ88-Φ107 | Φ80 | Φ107-Φ137 | Φ100 |
| Φ138-Φ177 | Φ130 | Φ178-Φ250 | Φ160 | Φ250-Φ400 | Φ220 |
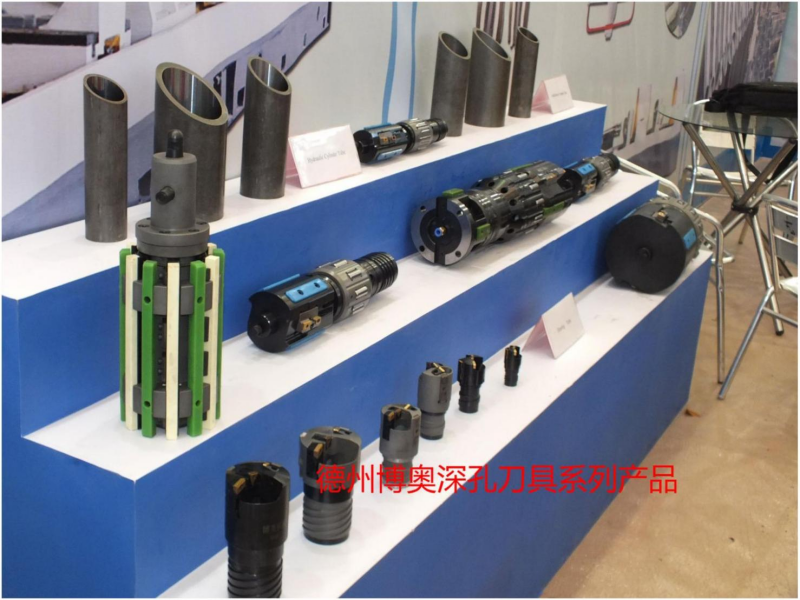
Hydraulic SRB Tools
Operation :
There is rough boring head on the top end , with three groups of indexable inserts ( mechanical clamping ) and three groups of carbide guide pad . Rough boring head cuts off most of material , behind with floated skiving head , in which installed three groups ( six pieces ) of fine inserts . The skiving head reduces wave mark and corrects the deviation on the surface . The back part of the tools roller burnishing head ,with 640 rollers working on the internal wall of the hole, which can form the smooth surface and obtain the better profile . At the completion of processing , the skiving insert is shrunk under hydraulic control , while the roller can be also retracted to prevent from damage on the hole surface .
Features :
Machining cold drawn seamless steel tube , welded cold drawn tube , hot roller tube and cast tube . Easily and rapidly adjust the sizes of inserts , guide pad sand rollers . At the completion of action , the skiving cartridge , guide pad and roller are rapidly retracted , effectively protecting against damage on the hole surface . Adopting the design with high - efficiency , integrating five procedures into one - off process to remove a big stock removal ,which significantly improve sproductivity being 20 times traditional honing machine and 510times ordinary deep hole boring machine , meanwhile prolonging the using life of tools . After processing ,the surface hardness increases about 30%, the precision is up to IT8 above.Roughness is up to Ra 0.050.2μm . To improve compatible precision , increase wear resistance and prolong using life of spare parts . After roller burnishing , oil cylinder becomes anticorrosive and wear - resistant , achieving excellent surface finish , and prolonging the life of sealing ring or sealing parts .